






切管机的工作原理
能够一次完成多步加工,可以实现大批量、、高精度的加工。其切割速度高于其他切割方法,能在一分钟内切割几米长的管道。由于切管机的出现,给管材加工行业带来了一种更为便捷的加工方法。该设备的激光加工是由计算机绘图完成的,操作简单方便,在图形处理方面,可以完成任意图形的灵活处理。
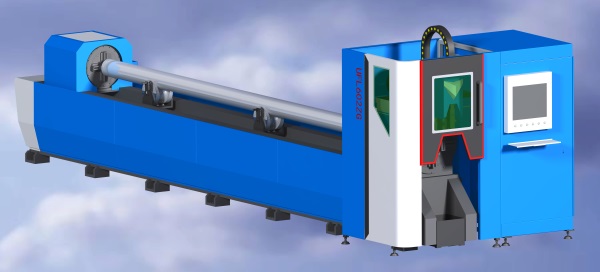
1,装料架:切割前,必须手动将整捆管道抬到送料架上,拆下手动包装,并依次在管道自动输送机构上放置多根支管。
2.管道依次放置在输送平台上,管道输送装置可根据要求将管道一次一顺的规则转移到送料机构中,并根据管道自动补充备用。
3.管道定位和校准系统根据需要整齐地校准管道位置(管道材料不得放置在进料机构外部);
4。数控火焰切割机金钢和碳当量高于0.4%的低合金钢经过预热都能切割。随着金属元素比例上升,切割工序会变得越来越困难,出于这个原因,铬钢一镍或硅金属,铸钢等材料没有特别的预防措施不适用氧切割,这些材料应该用其它加工方法进行热切割。
5.送料机构根据信号将等待区域管道自动转移到自动送料机构,其他管道自动填充并移动到物料位置,确保连续运行。数控火焰切割机金钢和碳当量高于0.4%的低合金钢经过预热都能切割。随着金属元素比例上升,切割工序会变得越来越困难,出于这个原因,铬钢一镍或硅金属,铸钢等材料没有特别的预防措施不适用氧切割,这些材料应该用其它加工方法进行热切割。






切管机刀补的特点
切管机是一种特种加工机床,它不像金属切削机床那样靠切削工具与工件的刚性接触来去除被加工材料,而是通过燃烧,靠热能和气体的动能加工材料。由于加工时要有预热,所以不能像激光加工、电加工那样对能量收放自如,也不能像机械加工那样能在任意一点停止和开始加工。切管机切割时,要根据工件的具体形状和工艺要求,要在不同的位置、以不同的切入方式和方向来切入。火焰切割过程包括点火、预热、通切割氧、切割、熄火、返回原点等步骤。
由于火焰切割要预热穿孔,所以每条连续的曲线加工前都要穿孔,即每段封闭曲线都要有引入和引出线。假如加工轨迹是不连续的,则编程时,对于每一段连续的曲线,在其前后都分别设有刀补的建立及撤消,也分别有切割打开和关闭。不同的位置是说加工的起点可以是零件编程轮廓的特征点或非特征点,不同的切入方式是指引入线的种类,加工的顺逆方向用户也可以自行选择。
为统一称呼,割缝补偿仍称为刀具半径补偿,简称刀补。由于切管机切割时受热变形影响,引入和引出线不一定为一条直线,可以是圆弧或折线,冷切割的刀具半径是固定值,而火焰切割的“刀具半径”体现为火焰在材料上割出的缝隙,割缝的宽度与许多因素有关,而且在对同一个零件的加工过程中,这个宽度还可能会有变化。假定割缝的宽度在加工过程中不变,根据切管机的工艺特点,研究热切割时割缝补偿的实现。所以刀补的建立和撤消不能像冷加工那样只建立在直线段。实际刀轨的确立与冷加工不同,要进行特别规划和处理。

数控切管机加工垂直面调整
一般来说,使用数控切管机加工后的切割面约存在约0.25~3.80mm厚的熔化层,此厚度的溶渣残余化学成分是和材料本身一致的,包括切口表面的化学成分也没有改变。从字面意义理解,所谓切割面平面度是指所测部位切割面上的点和点、按切割面倾角方向所作两条平行线的间距。
切割不锈钢时,由于受热区很快通过649℃的临界温度,使碳化铬不会沿晶界析出。西恩数控技术人员分析在采用等离子弧切割不锈钢是不会影响它的耐腐蚀性的。例如我们在切割加工含镁的铝合金时,假如镁金属含量在5%,在对溶渣残余分析后,其成份中镁含量将维持不变,即使溶渣残余厚度达到0.25mm,也未出现有氧化物。若用切割表面直接进行焊接也可以得到致密的焊缝。换句话来说,在可允许范围的溶渣残余并不影响切割料的物理特性,只是为降低溶渣厚度,通过调节数控切管机的工作气体气压以及割炬行走速度就可以达到。

您好,欢迎莅临5123五湖之利取四海之财下载,欢迎咨询...
 触屏版二维码 |





